想要了解不锈钢板加工光纤激光切割按需设计产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:福建宁德不锈钢板加工光纤激光切割按需设计的图文介绍


1.热处理强化,冲击韧性高,对缺可不敏感。2.有极好的热塑性,可以高速挤压成结构复杂.薄壁.中空的各种型材或锻造成结构复杂的锻件,淬火温度范围宽,淬火敏感性低,挤压和锻造脱模后,只要温度高于淬火温度。即可用喷水或穿水的方法淬火。薄壁件(6<3mm)还可以实行风淬。3.焊接性能和耐蚀性优良,无应力腐蚀开裂倾向,在热处理可强化型铝合金中,Al-Mg-Si系合金是没有发现应力腐蚀开裂现象的合金。4.加工后表面十分光洁,且容易阳极氧化和着色。其缺点是淬火后若在室温停放一段时间在时效,会对强度带来不利影响(停放效应)。 花纹铝板:材质 1060 1100 3003 5052。1.桔皮纹花纹铝板:厚度0.01-3.0(mm) 宽度800-1220(mm)。2.半圆球花纹铝板:厚度0.1-1.0(mm) 宽度800-1220(mm)。3.大小菱形花纹铝板:厚度0.1-2.0(mm) 宽度800-1220(mm)。4.五条筋花纹铝板(三条筋花纹铝板)。指南针型花纹铝板:厚度0.9-8.0(mm) 宽度800-1500(mm)。5.鹅卵石花纹铝板:厚度 0.2-4(mm) 宽度 800-1220(mm)。



中工金属材料(宁德市分公司)是专业 管板两用激光切割 解决方案提供商,公司拥有业界专业度、品牌号召力、用户数量等诸多方面优势。公司不断追求技术的突破创新,公司一直以服务社会为己任,不断开拓进取,追求科技创新,以用户成功为目标,为社会的发展贡献力量。于此同时,公司积j i进行 管板两用激光切割 新产品的研发,满足用户多元化的需求。
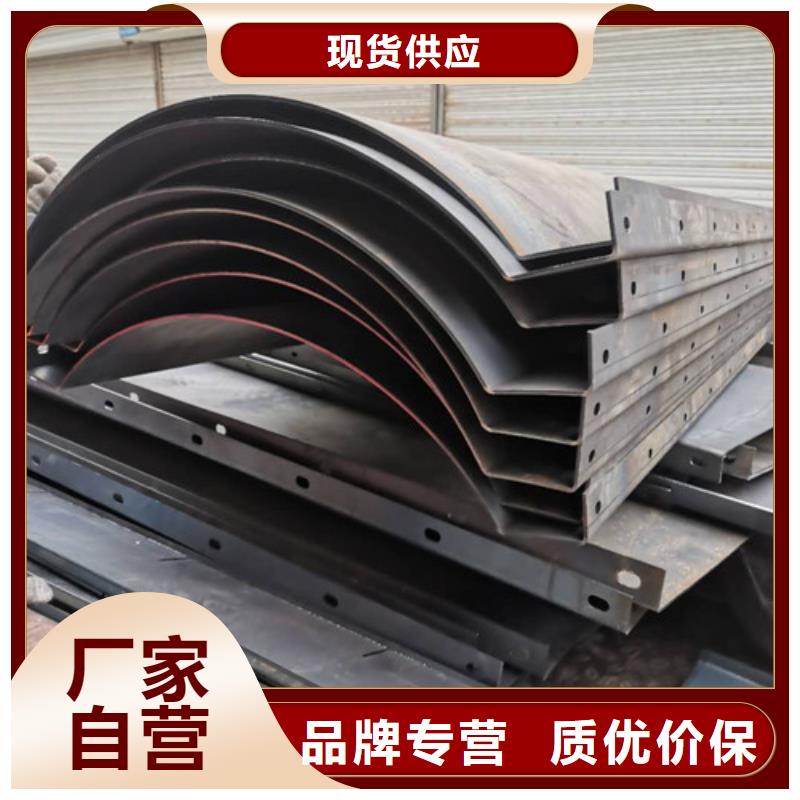
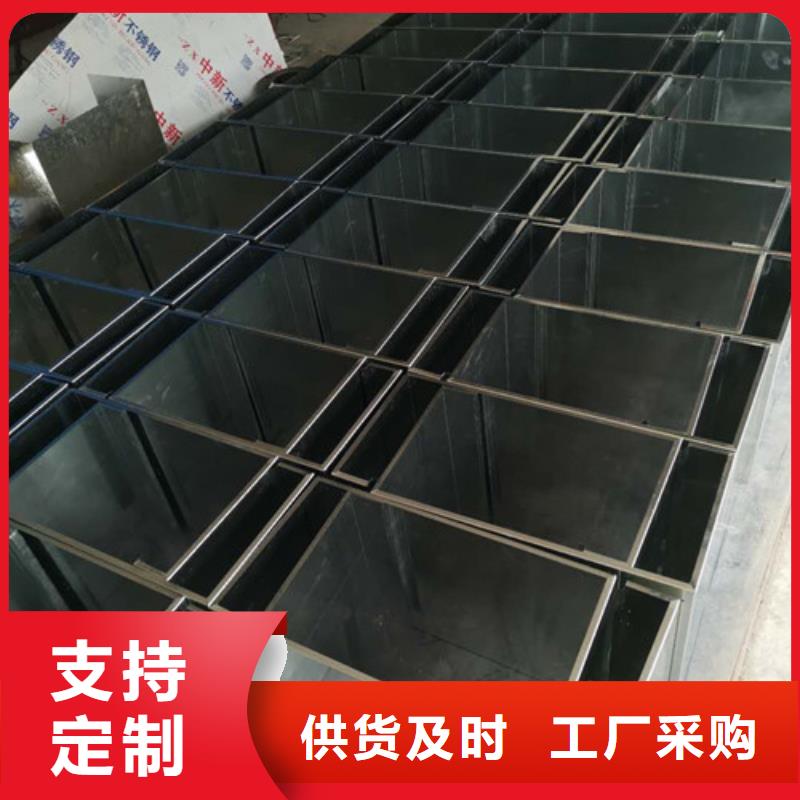
不锈钢板加工光纤激光切割按需设计


3避免激光焊接变形的有效对策为了激光焊接变形问题,不锈钢板焊接质量,可以从焊接工艺参数入手,具体操作方法如下:(1)积极引进正交实验法正交实验法主要是指一种通过正交表分析和安排多因素试验的数理统计方法。 通常情况下,激光焊接主要分为热导焊与深熔焊两类。2焊接变形产生的危害及影响焊接变形的主要因素影响焊接变形的主要因素有焊接电流、脉宽及遥。由此可见,加强对焊接变形的有效控制势在必行。其能够利用较少的试验获取有效的结果,并推断出实施方案。 同时,还能够进行深入分析,获取更多相关信息,为具体工作提供依据。一般选择焊接电流、脉冲宽度及激光等作为重点考察对象,将焊接变形视为指标,将其控制在值,并坚持合理原则,将因素水平控制在适当范围内。 如对于厚度为0.5mm的不锈钢板,电流可以控制在80~96I/A之间;为2~5f/Hz之间等。(2)正交表的选择通常情况下,试验因素水平数应与正交表中的水平数相一致,因素个数应小于正交表中的列数,合理设计正交表能够为后续研究工作提供相应支持和帮助。



焊接飞溅与焊接工艺有很大关系。例如:GTAM(气体保护钨极电弧焊)或TIG(惰性气体保护钨极焊)没有飞溅。但是,采用GMAW(气体保护金属电弧焊)和FCAW(带焊剂芯的电弧焊)两种焊接工艺时如果焊接参数使用不当会造成大量飞溅。出现这种情况时,必须调整参数。如果要解决焊接飞溅的问题,焊接前应在接头的每一边涂上防溅剂,这样可以飞溅物的附着力。焊完后可以很容易地将这种防溅剂及各种飞溅物清理掉,可不损伤表面或带来轻微损伤。 利用焊剂进行焊接的工艺有手工焊,带焊剂芯电弧焊和埋弧焊,这些焊接工艺都会在表面留下细小的焊剂颗粒,普通的清理方法无法将它们掉。这此颗粒将是缝隙腐蚀的腐蚀源,必须采用机械清理方法去除这些残留焊剂。






 扫一扫
扫一扫