想了解无缝管-无缝钢管注重细节产品的更多信息?一部视频,让你轻松get到所有重点!
以下是:忻州忻府无缝管-无缝钢管注重细节的图文介绍

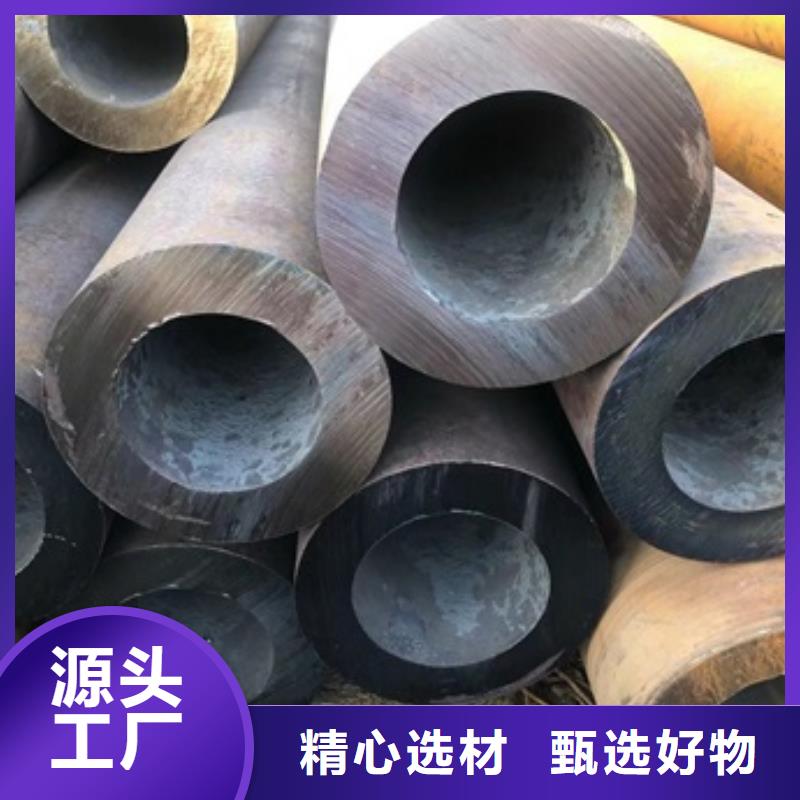
一般无缝钢管生产工艺包括热轧和冷拔两种。无缝钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材。 1。无缝钢管厂家的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。热轧无缝钢管分为普通钢管、中低压锅炉管、高压锅炉管、合金管、不锈钢管、石油裂解管、地质管等钢管。热轧钢管是在热轧或热处理中输送的。 热轧无缝钢管生产工艺:坯料稀释器;加热稀释器;穿孔稀释器;三辊横轧、连续轧制稀释器;汽提稀释器;定径稀释器;冷却稀释器;矫直稀释器;静水压试验稀释器;标记稀释器;储存、轧制无缝钢管的原材料 Pe 是圆管坯,管子胚需要用切割机切割,生长约 1 米。传送带被送到加热炉。管坯加热到炉内,加热到约 1200 摄氏度。加热管坯氢气燃料 气体或乙炔。炉内温度控制是一个关键问题,穿孔后必须对穿孔管进行穿孔。 普通冲孔机是锥形辊穿孔钢管穿孔机。该穿孔机生产效率高,产品质量好,穿孔直径扩大大,能穿孔多种钢材。穿孔后,管坯连续轧制三辊。挤压后,必须将管子取下以便上浆。定径机将锥形钻头高速旋转到钢胚中并钻孔以形成钢管(钢管内径由定径机钻头的外径长度来确定)。钢管固定后,进入冷态。 塔内通过喷水冷却,冷却后钢管拉直。矫直后,钢管通过输送带送入金属探伤器进行内部探伤。如果钢管内出现裂纹和气泡,就会检测到。经过质量检验后,钢管必须通过严格的手工选择来选择。经过钢管的质量检验,油漆数量、规格、生产批号等。起重机被吊进仓库。 2。冷拔无缝钢管包括普通钢管、中低压锅炉管、高压锅炉管、合金钢管、不锈钢管、石油裂解管等钢管。还包括碳素薄壁钢管、合金薄壁钢管、不锈钢薄壁钢管和异形钢管。冷轧是在热处理中进行的。


热连轧无缝钢管内结疤缺陷是存在于钢管内表面,类似于黄豆粒大小的凹坑,结疤内大部分有呈灰褐色或灰黑色的异物。内结疤的影响因素有:除氧化物剂、喷吹工艺、芯棒润滑等因素。下面就随无缝钢管厂家小编来看一下如何控制无缝钢管的内表面缺陷: 1、除氧化物剂 氧化物要求在芯棒预穿时处于熔融状态。其力度等严格要求。 1)除氧化物剂粉末粒度一般要求在16目左右。 2)除氧化物剂中硬脂酸钠的含量要达到12%以上,以使其能在毛管内腔中充分燃烧。 3)根据毛管内表面面积确定除氧化物剂的喷吹量,一般为1.5-2.0g/dm2,不同直径、长度的毛管喷吹得除氧化物剂量是不同的。 2、喷吹工艺参数 1)喷吹压力应与毛管直径、长度相配合,既保证吹扫有力,燃烧充分,又不能有未完全燃烧的除氧化物剂被气流从毛管内吹走。 2)吹扫时间应根据毛管直接、长度进行调节,以毛管内没有悬浮的金属氧化物再被吹出为标准。 3)喷嘴高度应根据毛管直径进行调节,以保证对中良好。每个班次要清理一次喷嘴,长时间停机要拆下喷嘴进行清洗。为保证除氧化物剂在毛管内壁均匀吹扫,在喷吹除氧化物剂工位使用选装装置,并配以旋转气压。 3、芯棒润滑 芯棒润滑效果不好或芯棒润滑剂温度过低,会产生内结疤。为了提高芯棒温度,可采取只一次冷却水冷却的办法。生产过程中需要严格控制芯棒的温度,保证喷涂润滑剂前芯棒表面温度在80-120℃,芯棒温度不能长时间高于120℃,以保证预穿前其表面的润滑剂干燥并致密,操作工应经常检查芯棒润滑状况。



接连油管是一种单根长度达几千米并可重复曲折、完成多次塑性变形的新式石油管材。接连油管及其工作配备被称作“全能工作机”,在国外如美国、加拿大等 ,接连油管已成为油田工作中必不可少的石油配备。当前长接连油管是9000m长,关于这种特别油管制作的核心技术是: 1、化学元素 因为严厉的执役环境,对接连油管资料力学功能和抗腐蚀功能有较高的需求,要对资料的化学成分优化规划,还有必要对锻炼、轧制等完成全流程洁净化操控,尽量减少搀杂物和S、P等有害元素含量。 2、加工 因为位错增殖等缘由导致的加工硬化和包申格效应一起作用后,管体强度的改换规则加以操控。 3、热处置 经过对管体热处置,完成安排和功能的 操控,特别是高强度与高塑性以及低的剩余应力。 4、焊接技能 对低碳微合金钢,当前主要选用HFW焊接技能,需求研讨 焊接技能参数(如电流、电压、频率、焊接速度、成形角、挤压量等),研讨焊缝以及焊缝热处置技能。 5、板材对接 要完成HFW焊管接连出产,有必要先将板材接长,当前板材对接主要选用TIG、MAG和等离子焊接等办法。正在研讨的办法是拌和摩擦焊办法。 6、管材对接 接连油管在使用过程中可能会形成有些损害,有必要将损害或缺点有些切除去,并经过焊接将管子连接起来。传统的对接办法通常选用手艺TIG焊,焊接质量难以操控,当前使的是全自动焊接技能。 7、新制作技能 如CVR技能,即选用同一规范的管坯的接连管,在线经过中频感应加热到940℃,经过热机械轧制,一方面完成HFW焊缝优化或无缝化,另一方面完成变壁厚或变径。别的,还有特别用不锈钢接连管激光焊接技能等


无缝管是一种具有中空截面、周边没有接缝的圆形,方形,矩形钢材。无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管具有中空截面,大量用作输送流体的管道,钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。 无缝钢管的规格用外径*壁厚毫米数表示。无缝钢管分热轧和冷轧(拨)无缝钢管两类。 热轧无缝钢管分一般钢管,低、中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、地质钢管和其它钢管等。冷轧(拨)无缝钢管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。热轧无缝管外径一般大于32mm,壁厚2.5-75mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。


艾斯特钢材(忻州市忻府区分公司)不仅有技艺精湛的 合金钢管技术人员和经验丰富的售后服务队伍。而且紧跟潮流,将互联网技术应用到公司生产经营 合金钢管的各个环节中,积j i开展互联网营销,及时提供公司新 合金钢管产品信息和技术服务。为用户提供完善的服务。





 扫一扫
扫一扫